-

青岛安捷能电器科技有限公司
主营:塑料干燥机,机边破碎机,节能干燥机

青岛安捷能电器科技有限公司
主营:塑料干燥机,机边破碎机,节能干燥机 7
7
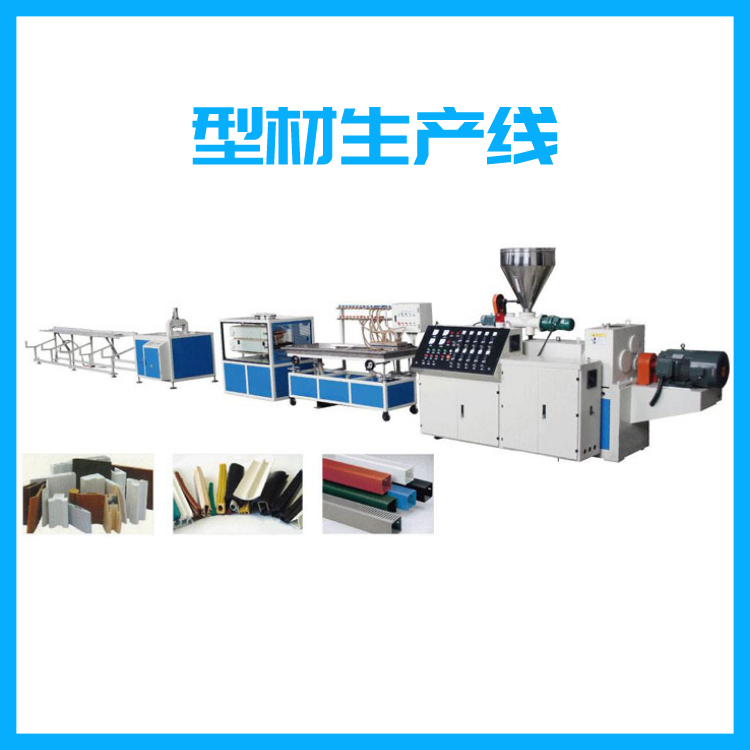
PVC门窗型材生产线组成
1.异型材生产用挤出机:单螺杆挤出机,用粒料生产异型材,产品截面积较小的制品,一般挤出机的型号是根据产品的大小来决定的。
2.异型材机头:机头是制品成型的主要部件。其作用是将挤出机提供的圆柱形熔体连续、均匀地转化为塑化良好的、与通道截面及几何尺寸相似的型坯,再经过冷却定型等其他工艺过程,得到性能良好的异型材制品;
3.真空定型装置:是用间接水冷却的方法使机头口模挤出的高温熔融异型材冷却定型。真空定型套由内壁有吸附缝的真空定型区和冷却区两部分组成,两区域是交替的。真空区周围产生负压,使型材外壁与真空定型套内壁紧密接触,确保型材冷却定型;
4.牵引装置:可采用履带式牵引装置。如将履带上的橡胶块外形与牵引的异型材轮廓加工成一致,则牵引效果会好一些;
5.切割装置:锯断、剪断和磨断。如中圆锯切割机、气缸式剪断机、旋转式剪断机和砂轮式磨断机等。
1、该塑料异型材生产线是生产PP PE PVC ABS塑料异型材的专业的生产设施,具有自动化程度高,工作性能平稳,产量大,效率高等优点。
2、该系列设备配置相应的主机,模具及辅机,可用于多种规格异型材的生产。
3、适用原料: PVC、PP、PE等。特殊设计的螺杆、料筒,确保设备的高速押出及优良的塑化效果。
4、配置三维电动真空冷却水槽。机械式的高度调节和侧向调节方便操作,并且确保了产品的定型精确。
5、牵引装置采用变频调速,耐磨的牵引履带或皮带确保牵引时的高速及高稳定。
6、切割装置与挤出机同步工作,锯片的直接传动装置,可配合多种产品的切割要求。
木塑型材生产线设备特点:
木塑挤出生产线:采用特殊设计的螺杆机筒、模具及挤出机加工生产工艺生产木塑产品。公司产品系列:木塑一步法厚板设备;木塑一步法异型材设备;木塑一步法装饰材设备;木塑造粒设备;各种木塑模具。挤出机单机两级混合直接挤出,也可造粒后两步法挤出,省电省空间,具有产量高,挤出压力稳定,预热加料机置于主机顶部,先抽出大部分木粉中残留的水份,使主机加料段更加充实;塑化混炼效果好等特点。优化的螺杆设计使用使剪切小,不易剪断木质纤维,能使物料在机内停留时间均匀。螺杆机筒采用双金属处理,耐磨耐腐蚀,使用寿命延长。该生产线能生产PE、PP或PVC木塑异型材制品,主要用于托盘,包装箱板,地板,户外装饰材料等,用途十分广泛。木粉及植物纤维添加量高(可达50-75%);设备适应能力强,可同时加工PP、PE、ABS、PS等。
整机结构合理、性能稳定可靠,实现挤出机主电机、牵引机电机的同步调速。并采用抽真空定径方法,定径效果好、自动化程度高。